它们的产和拼装误差在传递流动过程当中确定要会合反映到传动链的最后整机上,孕育发生绝对运动的不匀称性,影响轮齿的加工精度。法律王法公法线长度变更是反映齿轮牙齿散布不匀称的最大误差,这个误差主要是
滚齿机任务台蜗轮副回转精度不匀称酿成的,还有滚齿机工作台圆形导轨磨损、分度蜗轮与工作台圆形导轨不合轴造成,再者分齿挂轮齿面有老火磕碰或挂轮时咬合太松或太紧也会影响法律王法公法线变化超差。
轴齿精度首要和运动精度、强固性精度、兵戈精度无关。滚齿加工顶用牵制公法线长度与齿圈径跳来包管流动精度,用管教齿形误差与基节瑕玷来包管工作颠簸性精度,用牵制齿向误差来包管交兵精度。上面对滚齿机工中易泛起的几种误差原因发展解析:
国法线长度误差(即流动偏幸)
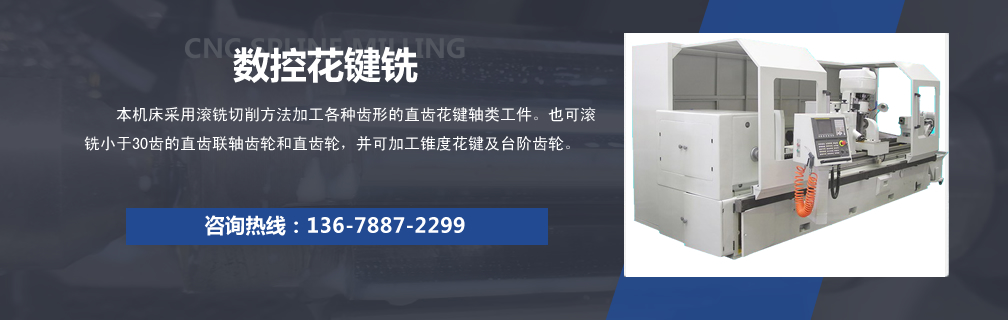
滚齿机加工精度阐发
轴齿轮是变速箱中最首要的整机,其加工精度的凹凸直接影响变速箱的小我品质。目前我们采取的轮齿齿部加工方法是滚齿一剃齿法。要通过滚、剃齿功底制造出高精度齿轮,就必需把滚、剃唱工水平宏扬到最佳。而剃齿精度在很大水平上依鞍滚齿精度,所以滚齿中的一些误差工程必需严厉控制,手法打造出高风致齿轮。滚齿是一种常用的齿轮加工方法,在精度很高的滚齿机上,采用细密滚刀,能够加工出45级精度的轮齿。在平凡级滚齿机上,用普通精度滚刀,只能加工出8级精度轮齿。变速箱轴齿轮齿部申请的精度为877级,并且滚齿加工时主假定以两外围孔和端面做定位基准,于是综合滚齿的误差起原,驾御担保与前进加工精度的门径很是需求。
齿圈径向跳动误差(即几多偏爱)
齿圈径向跳动是指在齿轮一转范围内,测头在齿槽内或轮齿上,与齿高中部双面打仗,测头绝对付轮齿轴线的最大变换量。也是轮齿齿圈相对于轴核心线的偏幸,这种偏幸是由于在安装整机时,整机的两焦点孔与工作台的回转外围安设不重合或流弊太大而惹起。或因顶尖与顶尖孔产不良,使定位面交兵欠佳造成偏心,所以齿圈径跳主要应从以上起因分析筹划。
滚齿机是用展成法情理加工齿轮的,从刀具到齿坯间的分齿传动链要按一定的传动比相关保持流动的切确性。然则这些传动链是由一系传记动元件组成的。