¥σ≈ζΝΩ…ζ≤ζΒΡ≥ί¬÷Τ’±ι≤…”ΟΙω-Χξ-γώΒΡΦ”ΙΛΙΛ“’Θ§»τΙω≥ίΜζΈσ≤ν¥σΘ§≥ί¬÷÷ ΝΩΫΪΡ―“‘±Θ÷ΛΘ§ΈΣ¥Υ»ΥΟ«≤ΜΕœΧΫΥςΦρ±ψ Β–ßΒΡΙω≥ίΜζΈσ≤ν–ό’ΐ≤Ι≥ΞΦΦ θΘ§ Ι≥¬Ψ…Μζ¥≤ΒΟΒΫΨΪΜ·ΗΡ‘λΓΘ
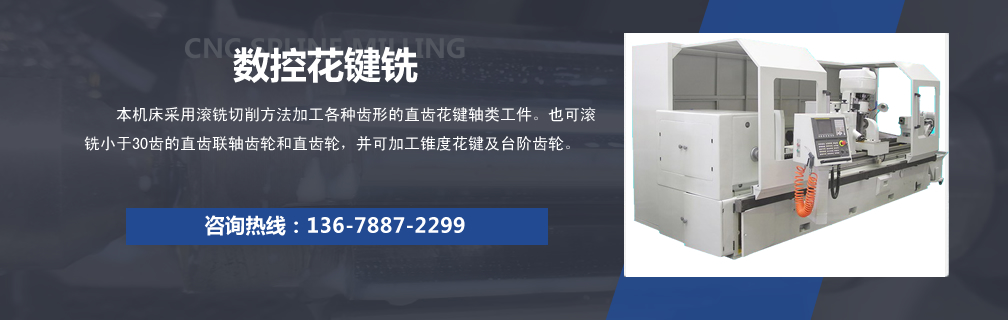
“ΜΓΔΙω≥ίΜζΜζ–Β ΫΨΪΜ·ΦΦ θ
ΓΓΓΓ’β÷÷ΖΫΑΗ≤…”Ο“Μ¥Έ–‘≤β ‘Θ§ΗυΨί≤β ‘ΫαΙϊΦ”ΙΛΤΪ–ΡΆΙ¬÷Θ§Φ”»κ¥ΪΕ·Ν¥Εχ Ι¥ΪΕ·Έσ≤νΒΟΒΫ–ό’ΐ≤Ι≥ΞΓΘΤδ”≈Βψ‘Ύ”ΎΟΩΧ®±ΜΗΡ‘λΜζ¥≤÷Μ‘ωΦ”1ΓΪ2÷ΜΆΙ¬÷Θ§Ζ―”ΟΒΆΘ§ΙΛΉςΩ…ΩΩΓΔΦρ±ψΘ§≤Μ”ΟΈ§ΜΛΘΜ»±Βψ‘Ύ”ΎΝιΜν–‘Ϋœ≤νΘ§ΟΩ¥ΈΨΪΜ·ΗΡ‘λ÷ΜΡή’κΕ‘“Μ÷÷Μρ…Ό ΐΦΗ÷÷≥ί ΐΒΡ≥ί¬÷Θ§»τ“ΣΗΡ±δ≥ί ΐΘ§ΨΆ“Σ÷Ί≤βΚΆ÷ΊΉωΆΙ¬÷ΓΘ“ρ¥ΥΘ§’β÷÷ΖΫΖ® Κœ”Ύ≈ζΝΩ¥σΓΔΤΖ÷÷…ΌΒΡ≥ί¬÷»γΤϊ≥ΒΓΔΡΠΆ–≥Β≥ί¬÷ΒΡ…ζ≤ζ≥ß≤…”ΟΓΘ¥ΥΖΫΑΗΒΡΨΏΧε Βœ÷”–“‘œ¬ΦΗ÷÷–Έ ΫΓΘ
ΓΓΓΓ1.ΥΪœρΥΪΤΪ–Ρ≥ί¬÷ΓΘΫΪ“ΜΗωΤΪ–Ρ¬÷Κα«–ΈΣΕΰΘ§ΤδΤΪ–ΡΝΩΖ÷±πΑ¥–ό’ΐ÷αΒΡ’ΐΖ¥ΝΫΗωΖΫœρΒΡΈσ≤ν÷Β…ηΦΤΓΘ‘Ύ’ΐΖ¥œρ‘ΥΕ·≤β ‘ ±Θ§‘Ύ“«ΤςΦύ ”œ¬―Γ≈δœύΈΜΘ§¥ρ…œ±ξΦ«Θ§’“ΒΫΗςΉ‘Έσ≤ν≤Ι≥ΞΒΡΉνΦ―ΈΜ÷Ο≤Δ«–œρ¥μΈΜΘ§ΉΣΙΐ“ΜΗωΨύάκ“‘±Θ÷Λ’ΐΖ¥œρΜΊΉΣ‘ΥΕ·Ζ÷±π÷Μ”…“ΜΗω≥ί¬÷≥–ΒΘΘ§Ά§ ±±Θ÷Λ“ΜΕ®≥ίœΕΘ§ΉνΚσ”ΟœζΉ”ΫΪΝΫ≥ί”κ÷αΙΧΕ®ΓΘ’β―υΘ§ΝΫΤΪ–Ρ≥ί¬÷ ΒΦ ’ΦΨί‘≠ά¥“ΜΗω≥ί¬÷ΈΜ÷ΟΓΘ’β÷÷ΉΑ÷ΟΩ…ΫβΨω’ΐΖ¥ΖΫœρ‘ΥΕ·ΒΡΈσ≤ν–ό’ΐΓΘ
ΓΓΓΓ2.e¬÷ΤΪ–Ρ–ό’ΐΓΘ»γœ¬ΆΦΥυ ΨΘ§”––©Μζ¥≤¥”ΙωΒΕΚσΒΡ≥ί¬÷ΩΣ Φ÷±ΒΫ≤νΕ·ΜζΙΙ“ΜΙ≤5Ε‘ΉΕ≥ί¬÷»Ϊ «1ΓΟ1¥ΪΕ·±»Θ§’β÷÷«ιΩωœ¬Θ§ΥϋΟ«ΗςΉ‘ΒΡΈσ≤νΚœ≥…ΈΣΆ§“ΜΗωΤΒ¬ ΒΡΒΞœνΈσ≤νΘ§÷Μ“ΣΫΪe¬÷Φ”ΙΛ≥…ΤΪ–ΡΘ§≤ΔΩΩ“«Τς≤β ‘’“ΉΦœύΈΜΘ§Φ¥Ω…Β÷œϊΓΘ
ΓΓΓΓ3.d¬÷ΤΪ–Ρ–ό’ΐΓΘ’β ±’κΕ‘ΒΡ–ό’ΐΕ‘œσ «ΈœΗΥΗ±ΒΡ÷ήΤΎΈσ≤νΘ§‘≠άμΚΆΖΫΖ®”κ…œ ω2“Μ―υΓΘ’β÷÷ΖΫΖ®ΫΪ Ιd¬÷(Μρe¬÷)ΙΧΕ®≤ΜΕ·Θ§¥”ΕχΦθ–ΓΝΥΖ÷≥ίΙ“¬÷¥ν≈δΒΡ―Γ‘ώ”ύΒΊΘ§Φ¥œό÷ΤΝΥΦ”ΙΛ≥ί ΐ±δΜ·ΖΕΈßΓΘ
ΓΓΓΓ4.άϊ”Ο≤νΕ·Ν¥Ϋχ–––ό’ΐΓΘ’β÷÷ΖΫΖ®”κ«Α ω≤βΩΊ ΫΖΫΑΗ‘≠άμ”–œύΥΤ÷°¥ΠΘ§Φ¥άϊ”ΟΜζ¥≤≤νΕ·œΒΆ≥Θ§ΗυΨίΈσ≤ν¥σ–Γ»ΞΧαΙ©“ΜΗωΗΫΦ”ΒΡœύΖ¥‘ΥΕ·Ϋχ––Β÷œϊΓΘΒΪ’βάο÷Μ–η‘ωΦ”“Μ÷ΜΆΙ¬÷Φ¥Ω…ΓΘ
ΓΓΓΓΆΙ¬÷ΒΡΦ”ΙΛ «ΗυΨί≤β ‘Έσ≤ν«ζœΏΕχΕ®ΒΡΘ§ΆΙ¬÷Αϋ¬γœΏΒΡ–ΈΉ¥ΨΆ «≤β ‘«ζœΏΒΡ–ΈΉ¥ΓΘ‘γΤΎœό”ΎΦ”ΙΛ ÷ΕΈΘ§÷Μ «ΗυΨί≥Λ÷ήΤΎΈσ≤ν≤β ‘«ζœΏΫχ––ΆΙ¬÷Φ”ΙΛΘ§≤Δ«“–η“Σœ»Ντ”–“ΜΕ®”ύΝΩΘ§»ΜΚσΉΑ…œΆΙ¬÷‘ΌΫχ––≤β ‘Θ§ΗυΨί≤β ‘ΫαΙϊΘ§‘Ό”Οο±ΒΕΕ‘ΆΙ¬÷Ϋχ–––ό’ΐ(ΆΙ¬÷≤ΡΝœ≤…”Ο”–Μζ≤ΘΝß“‘±ψ”ΎΦ”ΙΛ)Θ§»γ¥ΥΖ¥Η¥ΦΗ¥ΈΓΘ’β÷÷ΖΫΖ®÷ς“Σ «–ό’ΐΜζ¥≤ΒΡ≥Λ÷ήΤΎΈσ≤νΓΘΥφΉ≈ΦΤΥψΜζΦΦ θΒΡΚΆ ΐΩΊΦ”ΙΛΦΦ θΒΡΖΔ’ΙΘ§œ÷“―ΩΣ ΦΗυΨί¥ΪΕ·Έσ≤ν(Αϋά®≥Λ÷ήΤΎΈσ≤νΚΆΕΧΤΎ÷ήΤΎΈσ≤ν)«ζœΏΫχ–––ό’ΐΓΘ≤…”ΟFMT≤β ‘œΒΆ≥Θέ1ΘίΘέ2ΘίΒΟΒΫΒΡ≤β ‘«ζœΏ «”…“Μ÷ή1024Ηω≤β ‘ΒψΉι≥…ΒΡΘ§ΫΪ’β–©ΒψΜΜΥψΚσ δ»κ ΐΩΊœ≥¥≤Θ§Φ¥Ω…Φ”ΙΛ≥ω–ΈΉ¥œύΒ±ΨΪ»ΖΒΡΆΙ¬÷ΓΘ”Ύ «Θ§Μζ¥≤ΒΡ≥Λ÷ήΤΎΈσ≤νΚΆ¥σ≤ΩΖ÷ΕΧ÷ήΤΎΈσ≤ν(…Ό ΐΗΏΤΒΈσ≤ν”…”ΎΑΎΗΥ…œΒΡΩΩ¬÷”κΆΙ¬÷ΖΔ…ζΗ……φΕχΒΟ≤ΜΒΫΖ¥”≥)ΕΦΡήΒΟΒΫ≤Ι≥Ξ–ό’ΐΘ§ΧαΗΏΨΪΕ»ΗϋΈΣœ‘÷χΓΘ
ΓΓΓΓΕΰΓΔΙω≥ίΜζ≤βΩΊ ΫΨΪΜ·ΦΦ θ
ΓΓΓΓ¥ΥΖΫΑΗ≤…”Ο Β ±≤β ‘ΓΔ Β ±–ό’ΐΒΡ‘≠άμΫχ––ΙΛΉςΓΘ‘ΎΙω≥ίΜζΒΕΗΥΚΆΙΛΉςΧ®…œΗςΑ≤ΉΑ“ΜΗω¥ΪΗ–Τς(Ιβ’ΛΒ»)Θ§”κΦΤΥψΜζ(ΒΞΤ§Μζ)ΙΙ≥…≤β ‘œΒΆ≥ΘΜΝμ‘Ύ≤νΕ·÷α…œΑ≤ΉΑ“Μ≤ΫΫχΒγΜζΘ§”κΦΤΥψΜζΙΙ≥…ΩΊ÷ΤœΒΆ≥ΓΘ‘ΎΜζ¥≤Φ”ΙΛ‘ΥΕ·ΒΡΆ§ ±Ϋχ––≤βΝΩΚΆ≤Ι≥ΞΩΊ÷ΤΓΘΦΤΥψΜζΗυΨί≤βΝΩΒΡ¥ΪΕ·Έσ≤ν¥σ–ΓΘ§ΜΜΥψ≥…œύ”ΠΒΡ«ΐΕ·Βγ‘¥¬ω≥ε ΐΘ§ Ι≤ΫΫχΒγΜζ¥χΕ·≤νΕ·÷αΉΣΕ·Θ§¥”Εχ ΙΙΛΉςΧ®ΒΟΒΫ“ΜΗω”κ¥ΪΕ·Έσ≤νœύΖ¥ΒΡΗΫΦ”≤Ι≥Ξ‘ΥΕ·Θ§¥οΒΫ–ό’ΐΜζ¥≤Έσ≤νΘ§ΧαΗΏΙΛΦΰΦ”ΙΛΨΪΕ»ΒΡΡΩΒΡΓΘ
ΓΓΓΓ¥ΥΖΫΑΗΒΡ”≈Βψ‘Ύ”ΎΙΛΉςΖΫ ΫΝιΜνΘ§±δΜΜ≥ί ΐΖΫ±ψΘΜ»±Βψ‘Ύ”ΎΘΚ(1)Ζ―”ΟΗΏΘ§ΟΩΧ®Μζ¥≤ΗΡ‘λΕΦ–η“Σ»ΪΧΉΦλ≤βΩΊ÷ΤœΒΆ≥ΘΜ(2)Ω…ΩΩ–‘≤νΘ§“Σ±Θ÷Λ»ΪΧΉœΒΆ≥“ΜΩΧ≤ΜΆΘΒΊΑιΥφ…ζ≤ζΒΡΫχ––Εχ≥ΛΤΎ≤Μ≥ω≤ν¥μΘ§’β‘Ύ≥ΒΦδΕώΝ”ΒΡΜΖΨ≥œ¬ΦΗΚθ «≤ΜΩ…ΡήΒΡΘΜ(3)¥ΪΗ–ΤςΒ»ΒΡΑ≤ΉΑΓΔΈΜ÷ΟΚΆΤΝ±ΈΒ»Κή¬ιΖ≥ΓΘ“ρ¥ΥΘ§’β÷÷ΖΫΑΗΈ¥Ρή‘Ύ…ζ≤ζ÷–ΒΟΒΫΤ’ΦΑΆΤΙψΓΘ